
Errori di Stampa e Come Risolverli: Il Manuale di Sopravvivenza del Neofita
Errori di stampa i più comuni!
STAMPA 3D
Claudio Quaranta
3/23/20263 min read


Errori di stampa e come risolverli: il manuale di sopravvivenza del neofita
Se sei arrivato fin qui, c’è una cosa che sicuramente hai già capito:
👉 la stampa 3D non fallisce… insegna 😄
Perché sì, prima o poi capita a tutti:
stampe che si staccano
fili ovunque
oggetti deformi
La differenza tra chi molla e chi continua è semplice:
👉 capire perché succede e come risolvere.
Ecco gli errori più comuni spiegati senza panico.
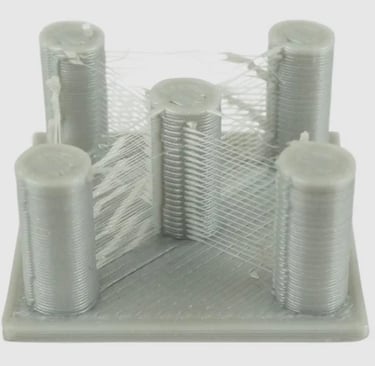
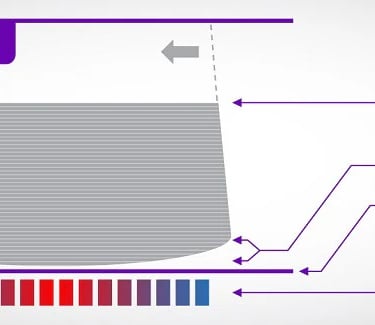
2.Stringing (effetto ragnatela)
Sintomi:
la stampa si stacca subito
il filamento non aderisce
sembra “appoggiato” e non attaccato
Cause principali:
piatto non livellato
distanza ugello troppo alta
piatto sporco
Soluzione:
✔ rifai il livellamento
✔ pulisci il piatto (alcool isopropilico)
✔ abbassa leggermente l’ugello
👉 Il primo strato è tutto. Se fallisce lui, fallisce tutto.
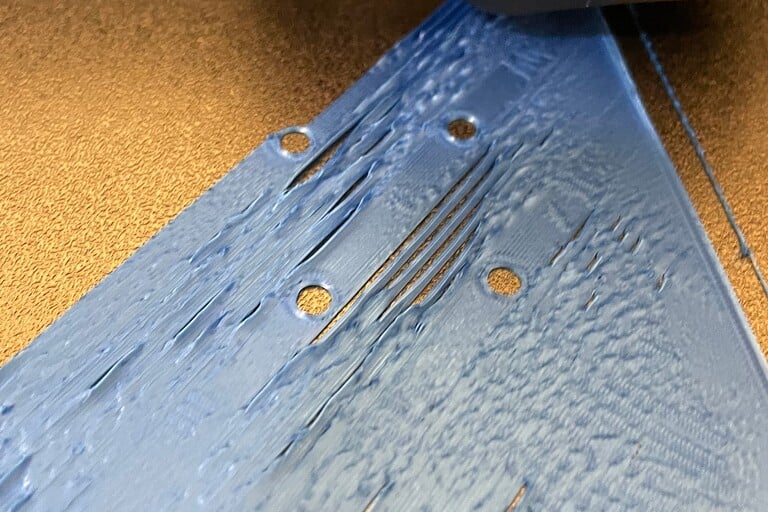
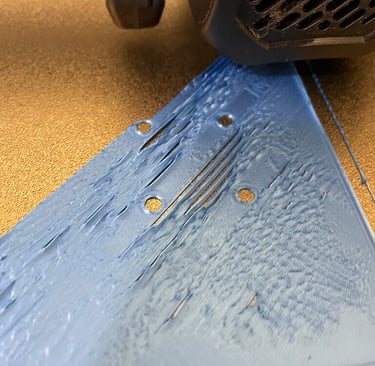
1. Il primo strato non attacca
Sintomi:
fili sottili tra le parti
effetto “ragnatela”
Cause:
temperatura troppo alta
retrazione non ottimizzata
Soluzione:
✔ abbassa la temperatura di 5–10°C
✔ aumenta la retrazione nello slicer
👉 Non è grave, ma dà fastidio esteticamente.

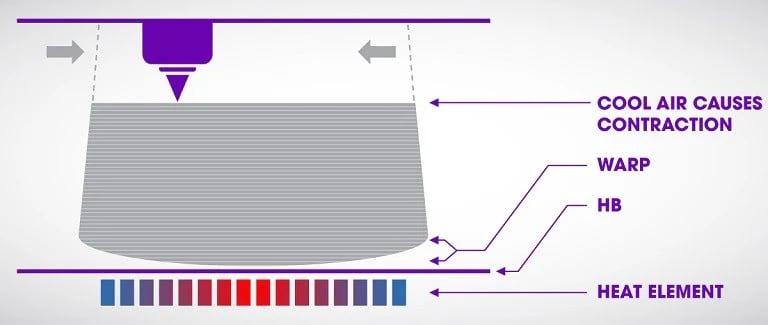
3.Warping (pezzo che si solleva)
Sintomi:
gli angoli si alzano
il pezzo si deforma
Cause:
raffreddamento troppo rapido
piatto freddo
correnti d’aria
Soluzione:
✔ aumenta temperatura del piatto
✔ usa brim o skirt
✔ evita correnti d’aria
👉 Tipico con ABS, ma può capitare anche con PLA.
4.Layer shifting (strati spostati)
Sintomi:
la stampa “slitta”
gli strati non sono allineati
Cause:
cinghie lente
motori che perdono passi
ostacoli nei movimenti
Soluzione:
✔ controlla le cinghie
✔ verifica che nulla blocchi gli assi
✔ riduci velocità
👉 Questo è più meccanico che “software”.


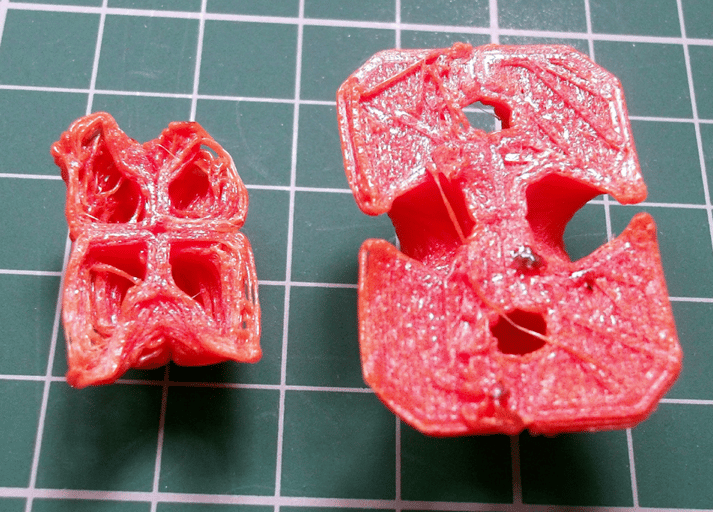
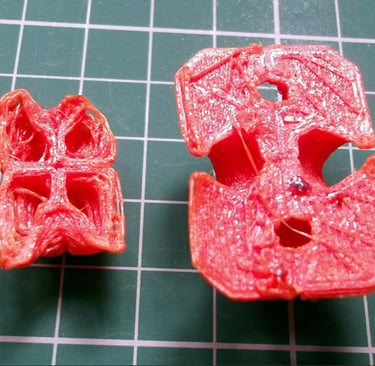
5.Sottoestrusione (manca materiale)
Sintomi:
strati incompleti
pareti deboli
buchi nell’oggetto
Cause:
ugello parzialmente ostruito
filamento di bassa qualità
temperatura troppo bassa
Soluzione:
✔ aumenta leggermente la temperatura
✔ controlla l’ugello
✔ verifica il filamento


6.Sovraestrusione (troppa plastica)
Sintomi:
superfici gonfie
dettagli poco definiti
Cause:
flusso troppo alto
temperatura eccessiva
Soluzione:
✔ riduci il flow nello slicer
✔ abbassa temperatura
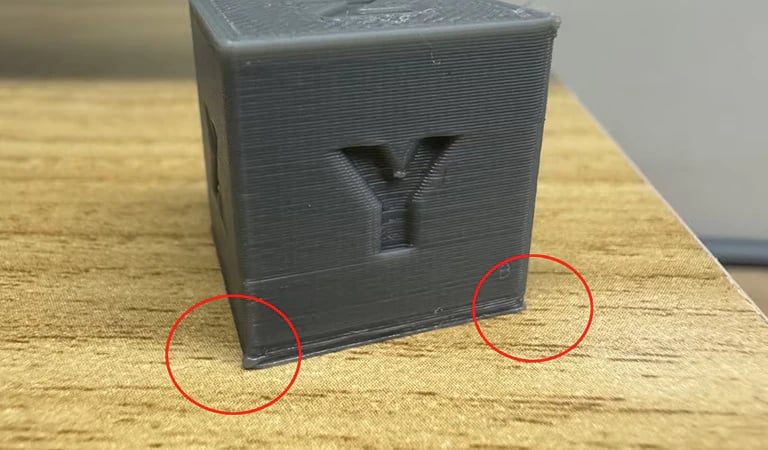
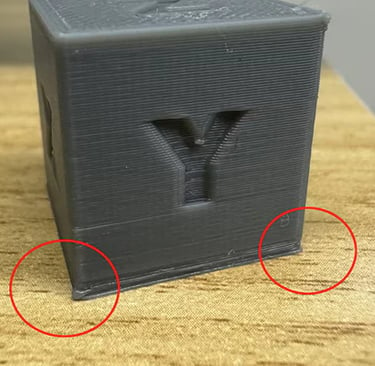
7.Elephant foot (base schiacciata)
Sintomi:
base più larga del resto
primo strato “schiacciato”
Cause:
ugello troppo vicino
piatto troppo caldo
Soluzione:
✔ alza leggermente l’ugello
✔ riduci temperatura piatto
Conclusione (la più importante di tutte)
Ogni errore ha una causa. Ogni causa ha una soluzione.
👉 La stampa 3D non è difficile, è logica.
Se qualcosa va storto:
non è sfortuna
non è colpa tuaè solo un parametro da sistemare e fidati: più errori fai, più impari.
🧾 Tabella riassuntiva
ERRORE SINTOMI CAUSE PRINCIPALI SOLUZIONE RAPIDA
Primo strato non attacca
Stampa che si stacca, non aderiscePiatto non livellato, ugello troppo alto, piatto sporco✔ Rifai livellamento
✔ Pulisci il piatto
✔ Abbassa leggermente l’ugello
Stringing (ragnatela)
Fili sottili tra le partiTemperatura alta, retrazione errata✔ Abbassa temperatura (5–10°C)
✔ Aumenta retrazione
Warping (angoli sollevati)Pezzo che si deformaRaffreddamento rapido, piatto freddo✔ Aumenta temperatura piatto
✔ Usa brim
✔ Evita correnti d’aria
Layer shifting (strati spostati)Strati disallineatiCinghie lente, ostacoli, velocità alta✔ Tensiona cinghie
✔ Controlla movimenti
✔ Riduci velocità
SottoestrusioneBuchi, strati incompletiUgello ostruito, temperatura bassa✔ Aumenta temperatura
✔ Controlla ugello
✔ Usa filamento di qualità
SovraestrusioneOggetto gonfio, poco definitoFlow troppo alto, temperatura alta✔ Riduci flow
✔ Abbassa temperatura
Elephant foot (base schiacciata)Base più largaUgello troppo vicino, piatto caldo✔ Alza leggermente ugello
✔ Riduci temperatura piatto
Stampa che non parte beneFilamento non esce o maleEstrusore freddo, filamento bloccato✔ Controlla temperatura
✔ Reinserisci filamento
Superficie brutta/irregolareLinee poco uniformiVibrazioni, velocità alta✔ Riduci velocità
✔ Controlla stabilità stampante
🧠 Consiglio da tenere sempre a mente
👉 1 problema = 1 causa (di solito)
Non cambiare 10 parametri insieme.
Vai così:
osserva
individua il problema
fai UNA modifica
riprova


👉 Questa serie di articoli è pensata solo per principianti, per aiutarti a partire senza impazzire tra mille informazioni tecniche.
Nel prossimo capitolo entreremo ancora più nel pratico:
come progettare oggetti per la stampa 3D senza fare errori già in fase di design.
info@dronepilotsteam.it
© 2026. All rights reserved.


Newsletter
Per restare sempre aggiornati sulle nostre attività di volo
Home
C.F.: 96639550589

